

搜索


解决方案
解决方案
- 陶瓷熔射行业解决方案
- DE陶瓷部件清洗再生工艺流程
- DE陶瓷部件清洗工艺
- 服务履历
- 部件表面处理工艺流程
- 陶瓷熔射简介
- 陶瓷熔射业务
- 产品展示(光电)
- 产品展示(半导体)
- 产品展示(半导体ESC)
- 陶瓷熔射技术模块
- 陶瓷熔射衍生工艺(退镀技术)
- 陶瓷熔射衍生工艺(氧化新工艺)
- 部件表面处理工艺流程
- 性能测试氧化新工艺性能指标
- 陶瓷熔射衍生工艺(清洗再生工艺)
- 部件表面处理工艺流程
- 洗净再生技术能力
- 特别产品(上电级的处理)
- 服务履历
- 洗净行业解决方案
- PVD部件清洗再生工艺流程
- 服务履历
- CF部件清洗再生工艺流程
- IMP清洗工艺流程
- 服务履历
- 内衬板部件清洗再生工艺流程
- 服务履历
- 品控能力
- 洗净再生技术能力
- 高阶制程精密洗净优势
- 光伏清洗再生工艺流程-载板

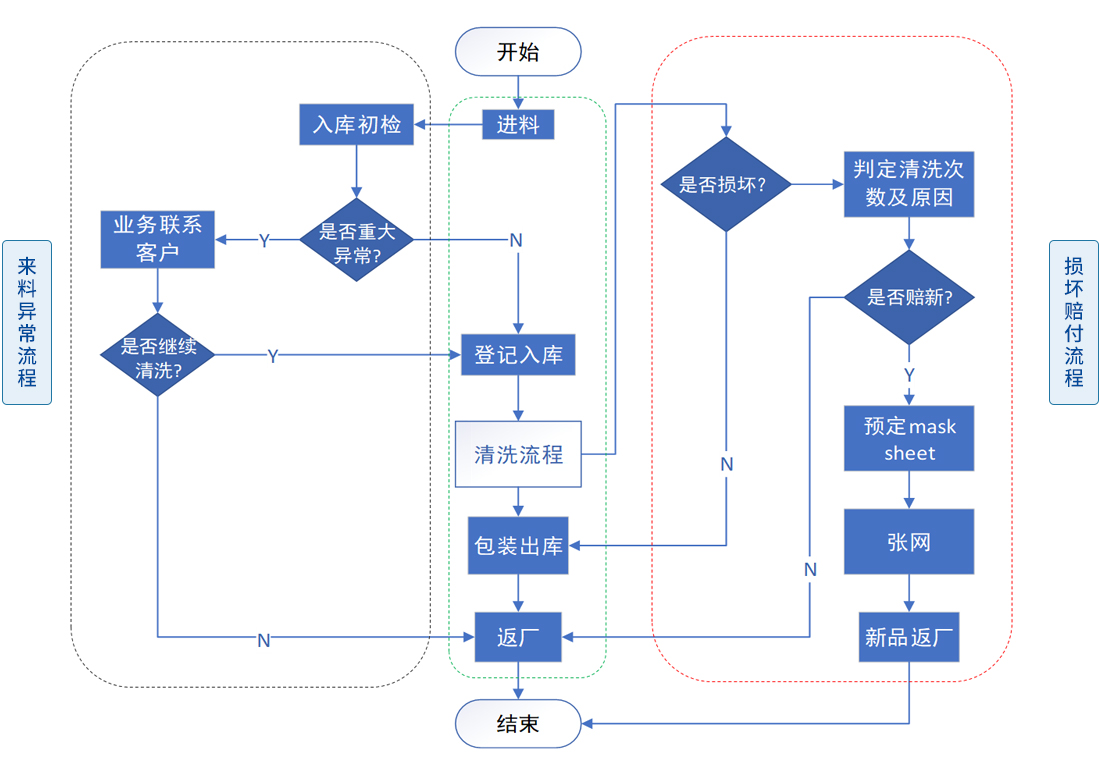
Open Mask操作流程
QC 流程图
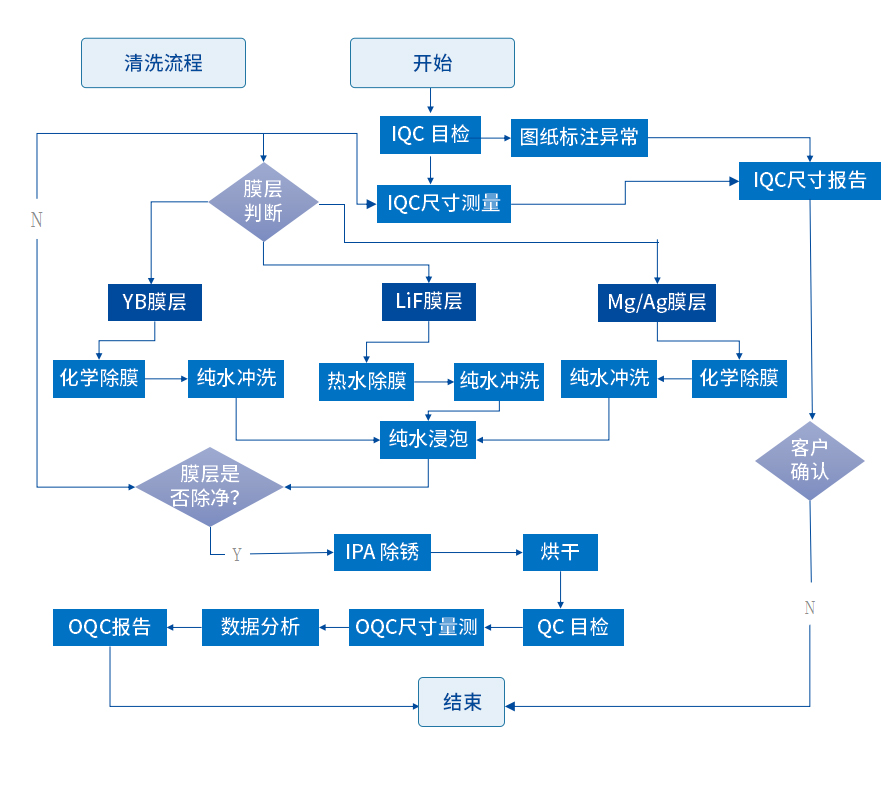
For Ag/MG/YB镀膜清洗流程及辅助台车说明
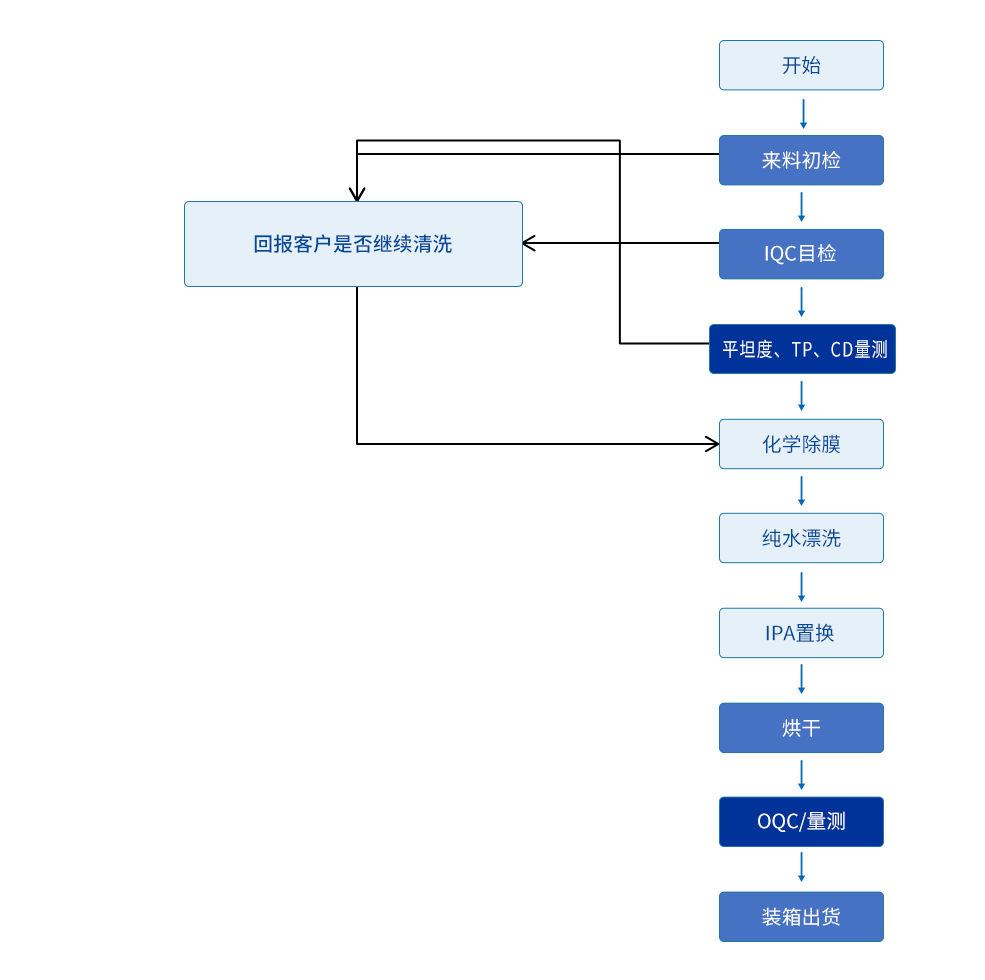
Open Mask清洗工艺流程
① IQC
对来料的mask进行外观检查,检查过程全程录像,避免双方确认结果不一致。
强光检查mask表面是否有折伤、击伤、划伤、脱焊等异常。
暗室检查mask表面是否有脏污,锈斑。
检查过程中对异常问题进行图示标注,邮件发给客户进行确认。
对mask表面进行TP、CD两个项目的检测,TP及CD 检测P各36个点位。
② 化学除膜
化学除膜:将mask平移至自动清洗线上,按程序设定的浸泡时间进行化学浸泡及DI纯水清洗(纯水阻值为:>10MΩ)。
化学除膜-lif:使用60度热DI纯水浸泡45min,DI纯水冲洗2遍后,放入DI纯水槽内浸泡15分钟。
化学除膜-Mg/Ag:使用电子级双氧水溶液进行化学除膜,浸泡时间50min,(每15min检测槽内反应状态及槽液浓度)。
③ 纯水浸泡
使用超声波震荡的方法去除mask表面残留的药液及微颗粒,确保mask表面洁净(功率:1200w,频率:40Hz,时间15min)。
④ 防锈清洗
对除膜后的mask做IPA冲洗10min以上,确保表面无锈迹残留。
自动清洗线升降速度为5mm/S,左右移动速度为10mm/S(程序可设定为手动或自动)。
⑤ 烘干
将mask搬运至专干燥车上对表面进行检查确认,要求无水渍残留。
暗室内强光灯检查mask表面是否有水印残留,如有水印可使用纯水擦拭,后使用酒精擦干。
将mask固定后放入专用无尘干燥箱内,干燥过程禁止打开烘箱,干燥温度:60±1℃,干燥时间180min。
干燥箱开启后充入氮气,保证干燥箱内为正压5-10Mpa。
Open Mask清洗规格说明
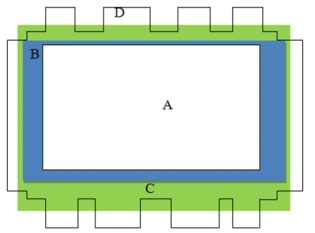
| Mask缺陷区域以及定义 | |||||
| 序号 | 区域 | 说明规格说明 | 图示 | ||
| 1 | A区 | Panel矢键镀膜区域 |
|
||
| 2 | B区 | 对位Mark、设计标示区域 | |||
| 3 | C区 | 焊点区域 | |||
| 4 | D区 | Frame区域 | |||
| Mask清洗规格 | |||||
| No | 项目 | 规格说明 | Recycle前 | Recycle后 | 备注 |
| 1 | TP | <50um | <30um | <30um | / |
| 2 | CD | <50um | <30um | 1.<30um 2. Diff <10um |
/ |
| 3 | 平坦度 | <350um | TBD | 1.<250um 2. Diff< 50um |
/ |
清洗规格
| 序号 | 缺陷 | 说明 | 清洗前 | 清洗后 | |
| 1 | 折伤 | 不允许 | 不允许 | 不允许 | |
| 2 | 击伤 | A区:不允许 B区:无定义 C区:无定义 D区:无定义 |
A区:不允许B区:无定义 C区:无定义D区:无定义 |
A区:不允许B区:无定义 C区:无定义 D区:无定义 |
|
| 3 | 锈斑 | 不允许 | 允许清理 | 不允许 | |
| 4 | 脏污 | 1.可清除处理者·不计(风枪、酒精擦拭) 2.不可清除者: A/B区:不允许 C/D区:目视不可见 |
1.可清除处理者·不计(风枪、酒精擦拭 2.不可清除者: A/B区:不允许 C/D区:目视不可见 |
1.可清除处理者,不计(风枪、酒精擦 拭) 2.不可清除者: A/B区:不允许C/D区:目视不可见 |
|
| 5 | 划伤 | 1.无感划伤: 深度≤5um属无感刮·不计 | |||
| 2.有感划伤 | |||||
| 全球洁净生产设备服务的领先企业 | OK | ||||
| 6 | Particle &化 学 残渣 |
1.可清除处理者·不计(风枪、酒精擦拭) 2.不可清除者: A/B区:不允许 C/D区:目视不可见 |
NA | 1.可清除处理者·不计(风枪、酒精擦 拭) 2.不可清除者: A/B区:不允许C/D区:目视不可见 |
|
| 7 | 焊点 | 焊点不能出现脱焊 | 焊点不能出现脱焊 | 焊点不能出现脱焊 | |
| 8 | TP点、Mark 等标示开口堵 塞 |
A区:不允许B区:不允许 C区:无定义D区:无定义 |
A区:不允许B区:不允许 C区:无定义D区:无定义 |
A区:不允许B区:不允许 C区:无定义D区:无定义 |
|
| 9 | 镀膜残留 | A区:不允许B区:不允许 C区:无定义D区:无定义 |
NA | A区:不允许B区:不允许 C区:无定义D区:无定义 |
|


