



- 陶瓷熔射行业解决方案
- DE陶瓷部件清洗再生工艺流程
- DE陶瓷部件清洗工艺
- 服务履历
- 部件表面处理工艺流程
- 陶瓷熔射简介
- 陶瓷熔射业务
- 产品展示(光电)
- 产品展示(半导体)
- 产品展示(半导体ESC)
- 陶瓷熔射技术模块
- 陶瓷熔射衍生工艺(退镀技术)
- 陶瓷熔射衍生工艺(氧化新工艺)
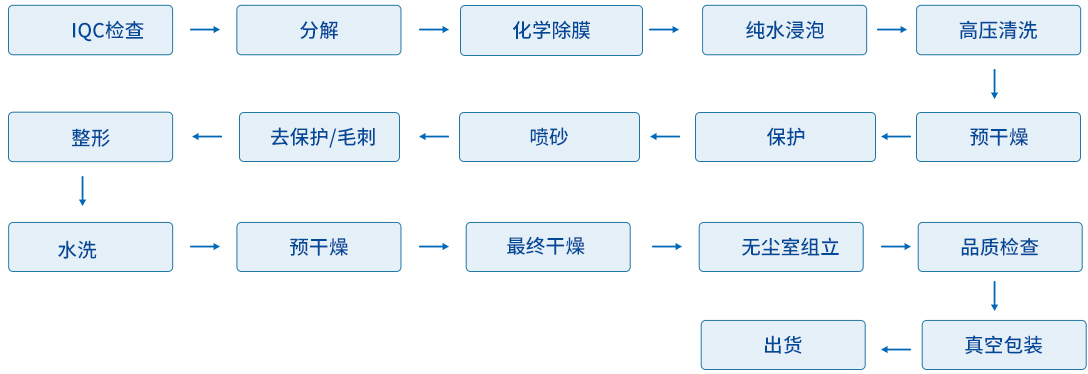
- 部件表面处理工艺流程
- 性能测试氧化新工艺性能指标
- 陶瓷熔射衍生工艺(清洗再生工艺)
- 部件表面处理工艺流程
- 洗净再生技术能力
- 特别产品(上电级的处理)
- 服务履历
- 洗净行业解决方案
- PVD部件清洗再生工艺流程
- 服务履历
- CF部件清洗再生工艺流程
- IMP清洗工艺流程
- 服务履历
- 内衬板部件清洗再生工艺流程
- 服务履历
- 品控能力
- 洗净再生技术能力
- 高阶制程精密洗净优势
- 光伏清洗再生工艺流程-载板

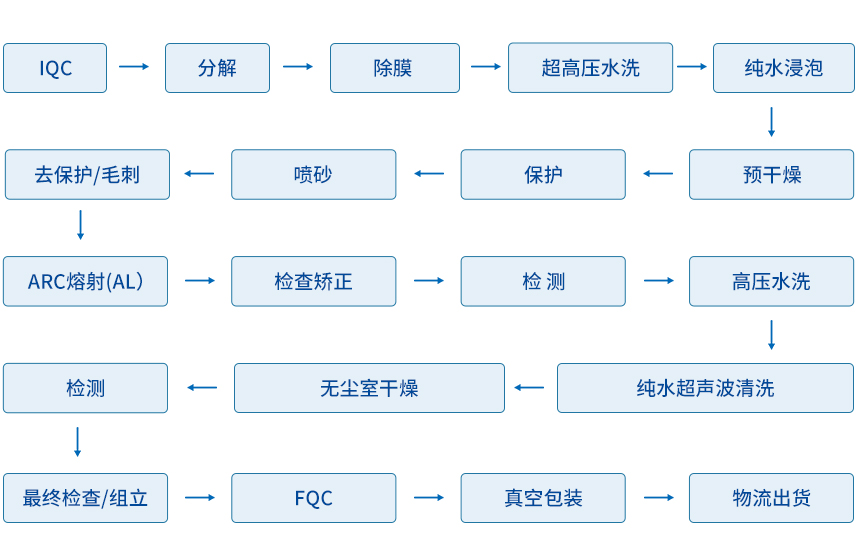
① IQC
外观缺陷检查并反馈客户,区分装置、膜质、材质、编制工艺流程表单。
② 分解
组立件清洗时对其后,个体进行有效清洗。
③ 酸洗+超高压水刀
先浸泡硝酸,把部件上的膜层浸泡松动;然后采用物理方法,超高压水刀冲洗部件,打掉膜层。(ITO膜与AL膜只做水刀处理)。
④ 纯水浸泡
超高压水洗后在纯水里把部品表面残渣浸泡去除。
⑤ 预干燥
纯水浸泡后进行预干燥,去除表面水汽,以利于下工序作业。
⑥ 保护
部品不用喷砂部位用胶带或治具进行保护。
⑦ 喷砂
在一定的工艺压力下,对部品进行喷砂,以达到沉膜所需要的粗糙度标准。
⑧ 去保护、毛刺、检查矫正
喷砂完成后对其保护治具和胶带去除,去除喷砂边缘处毛刺并对变形及尺寸不合格的进行矫正。
⑨ 检测
部品放于大理石平台用塞尺测量翘曲度,不在标准范围内进行矫正,确保平面度的合格,测量数据记录在检查表上。
按照检查表内规定需检测的项目,用量具对部品进行测量,其结果在检查表上记录。
⑩ 高压水洗
⑪ 干燥
在一定的工艺压力下对喷砂部品进行粗清洗,去除表面颗粒。
⑫ ARC熔射
⑬ 数据检测
⑭ 高压水洗
按照工艺流程单规定的工艺参数进行ARC熔射机的参数设定并进行熔射作业,作业完成后对熔射涂层粗糙程度进行评估测量,测量数据是否能达到标准要求,流入下工序进行高压水洗,清除表面粉尘。
⑮ 无尘室干燥
按工艺要求进行干燥。
⑯ 最终检查
进行外观检查,目视有无外观不良,并依据检查表进行相关尺寸数据检查。
⑰ 组立
⑱ FQC检验
⑲ 真空包装
依标准图纸进行部品组立,组立时注意组件的方向性。组立完成后,由FQC进行外观及尺寸数据方面的检查确认。
内白外绿真空包装(两层)
⑳ OQC、装箱出货
根据工艺流程单客户类别、装置、膜质等归类用缓冲材气垫膜捆包后装箱。
OQC作成检验报告、清单,装箱完成后发货。
|
部门 |
产品 |
客户 |
世代 |
类别 |
设备厂商 |
|
PVD |
MASK |
合肥京东方(B3) |
G6 |
LCD |
ULVAC |
|
重庆京东方(B8) |
G8.5 |
LCD |
ULVAC |
||
|
合肥京东方(B9) |
G10.5 |
LCD |
ULVAC |
||
|
滁州惠科 |
G8.6 |
LCD |
AKT |
||
|
重庆惠科 |
G8.6 |
LCD |
AKT |
||
|
上海天马 |
G4.5 |
LCD |
ULVAC |
||
|
武汉天马 |
G4.5 |
LCD |
ULVAC |
||
|
武汉天马 |
G6 |
OLED |
IRUJA |
||
|
成都天马 |
G4.5 |
LCD |
ULVAC |
||
|
厦门天马 |
G5.5 |
LTPS |
ULVAC |
||
|
厦门天马 |
G6 |
LTPS |
ULVAC |
||
|
中航 |
G5 |
LCD |
ULVAC |
||
|
龙腾 |
G5 |
LCD |
ULVAC |
||
|
南京熊猫 |
G6 |
LCD |
ULVAC |
||
|
南京熊猫 |
G6 |
LCD |
AKT |
||
|
华星光T3 |
G6 |
LTPS |
ULVAC |
||
|
华星光T4 |
G6 |
OLED |
IRUJA |
||
|
国显光电 |
G5.5 |
OLED |
ULVAC |
|
部门 |
产品 |
客户 |
世代 |
类别 |
设备厂商 |
|
PVD |
MASK |
合肥京东方(B3) |
G6 |
LCD |
ULVAC |
|
重庆京东方(B8) |
G8.5 |
LCD |
ULVAC |
||
|
合肥京东方(B9) |
G10.5 |
LCD |
ULVAC |
||
|
滁州惠科 |
G8.6 |
LCD |
AKT |
||
|
重庆惠科 |
G8.6 |
LCD |
AKT |
||
|
上海天马 |
G4.5 |
LCD |
ULVAC |
||
|
武汉天马 |
G4.5 |
LCD |
ULVAC |
||
|
武汉天马 |
G6 |
OLED |
IRUJA |
||
|
成都天马 |
G4.5 |
LCD |
ULVAC |
||
|
厦门天马 |
G5.5 |
LTPS |
ULVAC |
||
|
厦门天马 |
G6 |
LTPS |
ULVAC |
||
|
中航 |
G5 |
LCD |
ULVAC |
||
|
龙腾 |
G5 |
LCD |
ULVAC |
||
|
南京熊猫 |
G6 |
LCD |
ULVAC |
||
|
南京熊猫 |
G6 |
LCD |
AKT |
||
|
华星光T3 |
G6 |
LTPS |
ULVAC |
||
|
华星光T4 |
G6 |
OLED |
IRUJA |
||
|
国显光电 |
G5.5 |
OLED |
ULVAC |
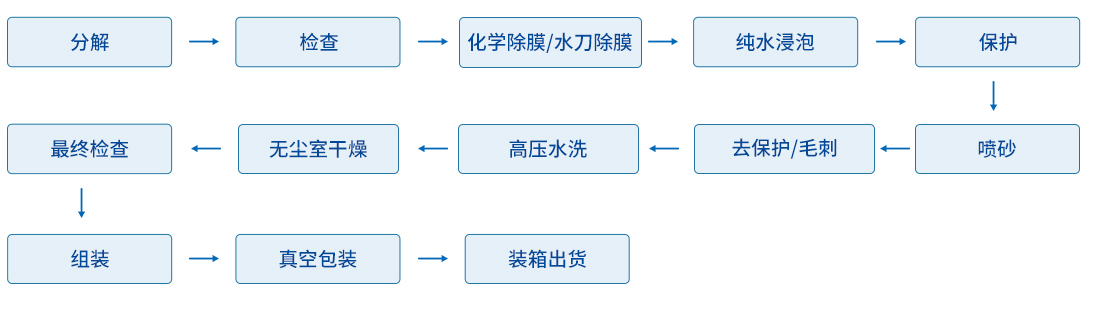
① 分解
对部件进行拆解,并分类,然后再分别清洗
② IQC检查
外观缺陷检查并反馈客户,区分膜层,材质,制作工艺流程单
③ 化学除膜/水刀除膜
先浸泡硝酸,把部件上的膜层浸泡松动;然后采用物理方法,超高压水刀冲洗部件,打掉膜层。(铝板直接水刀除膜,不进行化学浸泡)
④ 纯水浸泡
超高压水洗后在纯水里把部品表面残渣浸泡去除。
⑤ 保护
不需要喷砂的部位用胶带或治具进行保护
⑥ 喷砂
在一定的压力下(5-8kg/cm²),对部品进行喷砂,并且达到粗糙度标准,Ra=5-14um
⑦ 去保护、毛刺/打磨
喷砂完成后,去除保护胶带和治具,并对光滑面进行打磨。
⑧ 高压水洗
喷砂完成后,对部品进行高压水洗,压力50bar,除掉残留的砂尘及微粒
⑨ 无尘室干燥
对部品进行最终干燥,干燥要求:150°*2H
⑩ 检查
进行外观检查,目视有无缺陷、不良并进行相关数据检查,平面度控制在1mm以下
⑪ 组装
按照要求将Clamp、peek、上下导轨等进行组装,注意组装的方向
⑫ 真空包装
将部品进行真空包装,两层真空袋,其颜色和层数我们可根据客户要求进行包装
⑬ 装箱出货
OQC完成检查报告,清单,装箱完成后发货
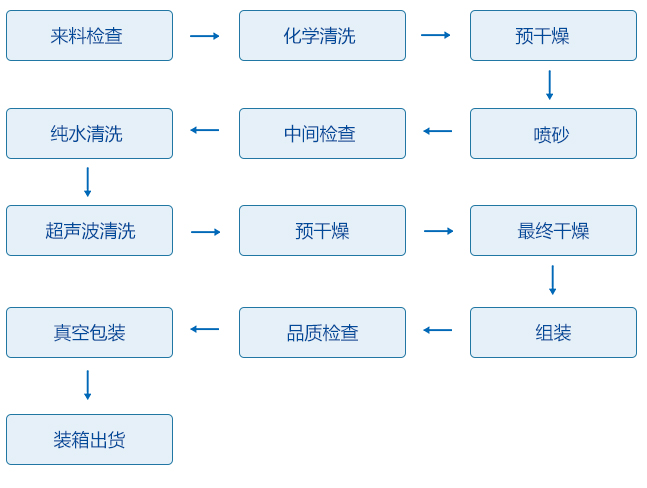
① 受入分解
对部件进行分解,并对外观、数量及材料进行区分并使用专用工艺流程进行清洗
② 液洗
配比新的硝酸药液对不锈钢防着板部件进行浸泡0.5-1h
MO 材质部件在稀释的氢氟酸槽浸泡3-15S
高压水洗,冲洗掉部件上的酸液
③ 预干燥
将部件进行预干燥,准备流入喷砂工段(注意:部件表面无水分即可)
④ 喷砂
对部件表面进行喷砂处理,提高部件的表面粗糙度(注意:喷砂前需对气压做确认)
⑤ 中间检查
对铝制部件进行表面打磨处理
⑥ 中间检查
在大理石平台上对部件进行平面度进行确认,如有变形需做矫正
使用专业仪器抽查部件表面粗糙度,并将合格的部件流入下一工段。
⑦ 水洗
使用超声波设备去除表面微颗粒
使用气枪将部件表面吹干(注意:每个螺孔内都不能有水渍残留)
⑧ 加热干燥
将部件放入烤箱内做最终干燥。(注意:烤开启前箱需确认温度及时间的设定)
⑨ 组装
将各组立件按照来货时的状态进行组装(注意:螺丝紧固前需对各组立件的方向进行确认)
⑩ 品质检查
对部件的外观、平面度、组装效果、表面粗糙度等进行检查确认
⑪ 真空包装
对检验合格的部件做真空包装处理,确保部件不会空气接触
⑫ 装箱出货
将部件放入专用的周转箱内运输,确保部件的运输安全
|
部门 |
产品 |
客户 |
世代 |
类别 |
|
IMP |
电极板 |
和辉光电 |
G4.5 |
OLED |
|
华星光电(T4) |
G6 |
OLED |
||
|
华星光电(T3) |
G6 |
LTPS |
||
|
厦门天马 |
G6 |
LTPS |
||
|
武汉天马 |
G6 |
OLED |
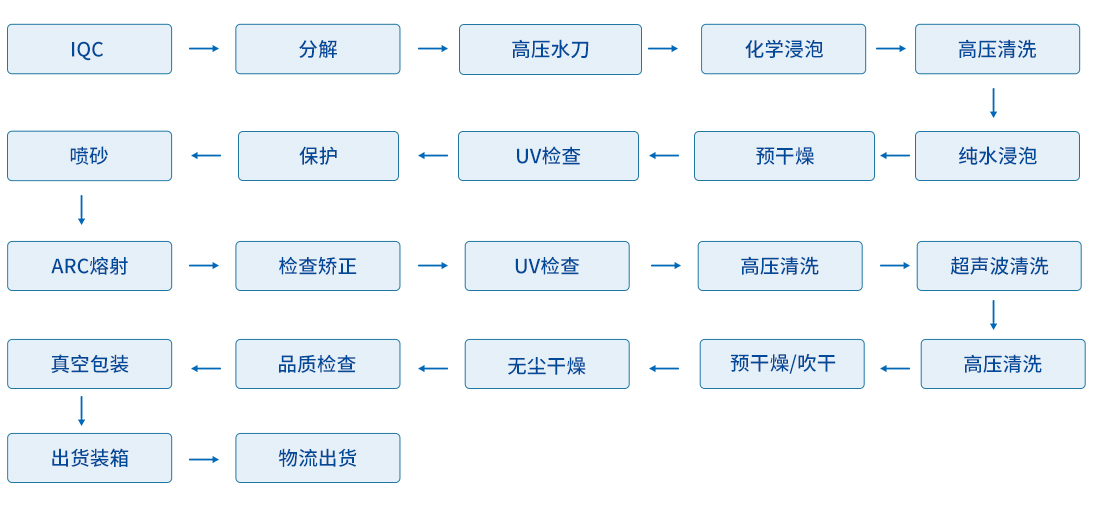
① IQC
② 分解
外观缺陷检查并反馈客户,区分装置、膜质、材质、编制工艺流程表单,组立件清洗时对其分解后,个体进行有效清洗。
③ 药水浸泡+高压水冲洗
通过浸泡药水,把部件上的膜层去除;然后采用物理方法,高压水冲洗部件,打掉残余膜层。
④ 纯水浸泡
高压水洗后在纯水里把部品表面残渣浸泡掉。
⑤ 预干燥
纯水浸泡后进行预干燥,去除表面水汽,以利于下工序作业。
⑥ 保护
部品不用喷砂部位用胶带或治具进行保护。
⑦ 喷砂
在一定的工艺压力下,对部品进行喷砂,以达到沉膜所需要的粗糙度标准。
⑧ 去保护/毛刺
喷砂完成后对其保护治具和胶带去除,去除喷砂边缘处毛刺并对变形及尺寸不合格的进行矫正。
⑨ ARC熔射
按照工艺流程单规定的工艺参数进行ARC熔射机的参数设定并进行熔射作业
⑩ 数据检测
按照检查表内规定需检测的项目,用量具对部品进行测量,其结果在检查表上记录;
⑪ 高压水洗
在一定的工艺压力下,对喷砂部品进行粗清洗,去除表面颗粒。
⑫ 纯水超声波清洗
使用超声波去除部品表面微颗粒
⑬ UV灯检查
使用UV灯检查部品表面是否有有机残留
⑭ 无尘室干燥
按工艺要求进行干燥,确保部件表面无水分残留
⑮ 最终检查
进行外观检查,目视有无外观不良,并依据检查表进行相关尺寸数据检查。
⑯ FQC检验
对进行外观、平面度、粗糙度等项目进行检查确认;
⑰ 真空包装
两层无尘真空包装
⑱ 物流出货
根据工艺流程单客户类别、装置、膜质等归类用缓冲材气垫膜捆包后装箱。OQC作成检验报告、清单,装箱完成后发货。
|
部门 |
产品 |
客户 |
世代 |
机台 |
|
蒸镀 |
内衬清洗 |
和辉光电 |
G4.5 |
TOKKI |
|
华星光电 |
G6(实验线) |
TOKKI |
||
|
国显光电 |
G5.5 |
TOKKI |
||
|
武汉天马G6 |
G6 |
ULVAC/TOKKI |
||
|
绵阳京东方B11 |
G6 |
TOKKI |
||
|
open mask |
武汉天马G6 |
G6 |
ULVAC |
|
|
成都京东方B7 |
G6 |
TOKKI |
||
|
绵阳京东方B11 |
G6 |
TOKKI |
① 来料检查,录入系统:
根据部品主材材质(AL母材、SUS材质)、以及膜的种类,选择洗净制程工艺,同事根据部品刻印号,统计组核对部品清洗次,公司设计社内使用list表单,能够高效快速区分部品。
② 作业管控系统:
A.除膜标准:部品通过物理方式或化学方式处理,将部品表面残膜清理干净,药剂使用次数,频率进行管控。
B.遮蔽标准:使用胶带或治具对部品非处理面进行保护,无缝隙,对图纸进行管控。
C.喷砂部品标准:外观色泽均匀、无色差、无残膜、粗糙度满足要求,对粗糙度SPEC进行管控。
D.熔射部品标准:无色差、无划伤、无印记、无黑点等;粗糙度满足要求,对粗糙度SPEC进行管控。
③ 中检后标准控制:
A.整形标准:部品通过物理方式校正部件,达到尺寸SPEC。
B.粗糙度满足要求,对粗糙度SPEC进行管控。
④净空房作业后标准控制:
检测部件表面Particle(ea/cm2)数量符合产品出货检测SPEC。
⑤ 包装出货检查标准控制
对部品数量、贴纸及真空包装情况进行检查确认,发货前对部品进行整体最终确认。
⑥ 数据统计系统
记录清洗部件数据,更新部件清洗履历,建立部件清洗大数据,为客户提供更合理、可靠的SPEC参考。
A .独特的清洗剂配方,最大限度控制部件腐蚀问题,提高客户使用次数。
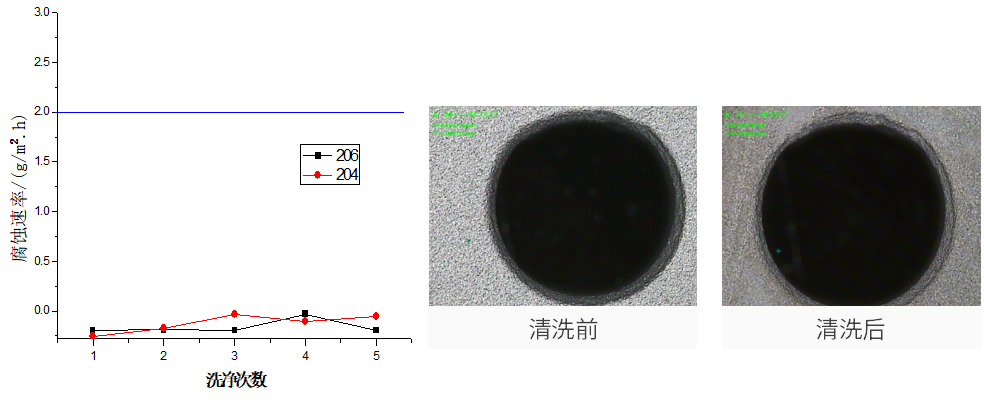
该多孔铝合金零件经过5次清洗,微孔几乎没有腐蚀变大,且每次清洗微腐蚀数据稳定,说明该技术能稳定可控的对部件进行清洗再生。
B . 严控的洗净及净空房环境能力,保证部件表面particle水平达到客户上机要求。
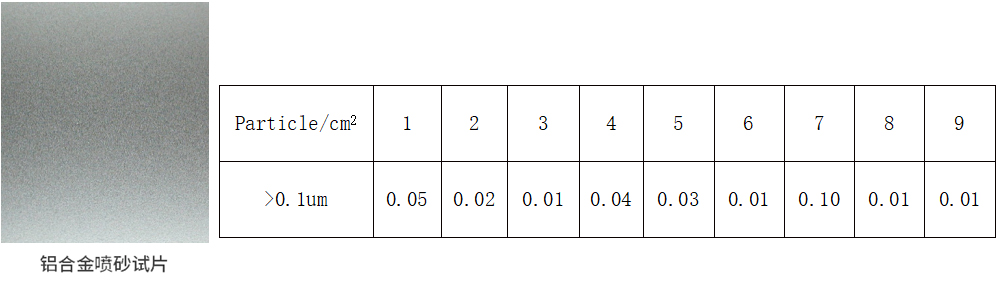
精密洗净后的试片,经过超声波,无尘室干燥后测试particle水平
完全满足目前所有精密洗净零件对particle水平的要求
C . 洗净后的部件表面,严格控制金属离子残留水平,防止部件受到金属离子污染。
| 1E10Atoms/cm2 | Li | Na | Mg | Al | K | Ca | Ti | V | Cr | Mn | Fe | Co | Ni | Cu | Zn | Ge | Y | Zr | Mo | W | Pb |
| SPEC | 60.00 | 200.00 | 50.00 | 600.00 | 200.00 | 95.00 | 60.00 | 30.00 | 50.00 | 30.00 | 70.00 | 30.00 | 50.00 | 50.00 | 50.00 | 30.00 | 30.00 | 30.00 | 30.00 | 30.00 | 30.00 |
| 测试片 | 0.01 | 2.52 | 0.50 | 30.93 | 0.69 | 2.93 | 6.44 | 0.01 | 0.08 | 0.04 | 8.75 | 0.05 | 0.09 | 0.80 | 3.79 | * | * | * | 0.08 | 0.02 | * |
精密洗净后的试片,干燥后测试表面 金属离子残留水平
完全满足目前所有精密洗净零件对金属离子残留水平的要求
品质管控:
☆ 无尘室的净空度、温湿度实现在线监控;
☆ 纯水实现在线监控;
☆ 实施关键parts SPC 控制;
☆ 全面引入治具,实现遮蔽、量测的治具化,降低人为影响;
☆ 引入更多自动化作业设备。
1.IQC检查
检查载板外观不良及零部件缺少,做出受入不良联络书
记录载板各部件刻号在图纸对应位置,以便无尘室进行组装
2.分解
按分解作业指导书要求对载板进行分解后打印list工程表完成受入工作
3.化学除膜
药水:HNO3:H2O=1:1,条件:45±5℃×(3~4H),去除部件表面膜层;药水浸泡时注意每件产品需要隔开,防止叠加位置药水浸泡不到导致膜层残留。
4.纯水浸泡
纯水溢流浸泡10min,去除表面药水残留。
5.高压水洗
高压水枪冲洗表面残留膜质,水枪切记调至合适压力防止产品冲洗变形(定位孔务必冲洗干净)
6.干燥
干燥:气枪吹扫pocket表面水份后90°*30min进行干燥
7.保护
横梁竖梁螺孔位置上螺丝保护,光滑面胶带保护,组立搭接位置均需保护;pocket使用治具进行保护pocket光滑面及圆形定位孔严格保护。(定位孔及销钉孔需用螺丝加垫片保护)
8.喷砂
保护好的产品放置在喷砂台进行喷砂作业;pocket喷砂注意条件:WA80#×(3~4 kg/cm2)Ra=Ra2.0 - Ra3.2μm
9.去保护/毛刺
去除喷砂的保护,对光滑面进行打磨(要求无残膜,砂子),并去除刀口位置毛刺
10.整形
矫正:将部品放置大理石平台进行矫正:左右竖梁平面度<1mm,横梁平面度<0.5mm,pocket平面度<0.15mm
11.高压水洗/超声波清洗
正反面均需冲洗,高压水枪压力50par(冲洗时pocket需水平放置)。超声波清洗1200W × 10min。
12.预干燥
对清洗完毕的部件进行预干燥90°× 30min
13.最终干燥
无尘室内对部件进行最终干燥150°× 2h,干燥结束后自然冷却至室温对部件进行组装前平面度确认,确保外观及平面度合格。
14.组装
按照受入记录的图纸,找到刻号为一组的部件,将每个部件对应图纸装上(组装顺序:先把横梁竖梁组立好(对角线<2cm),再把pocket位置调好,装上销钉,pocket需垫上等高垫块,装上所有螺丝调整好pocket四周间隙后锁紧侧边螺丝,最后锁紧pocket螺丝。)
15.最终检验
依据检查标准对部品进行检查并对相关数据进行量测;并依据量测数据进行出货报告制作。
16.真空包装
包装要求:双层包装,一层真空,一层防静电。
17.装箱发货
OQC完成检查报告,清单,确认无遗漏,装箱完成进行箱体无尘卷膜缠绕,打印标签后发货。


